3Dプリンターの印刷のキモは、パラメーターを正確に調整することに尽きる。
いくら、安くても、メーカーが設定パラメーターを十分に公開していないフィラメントは、実際の印刷に掛かるまでに、かなりの時間と労力を無駄にするので、フィラメント選択の条件は、まず、必要パラメータが入手できるかどうかに尽きるといっていい。
今回使用したフィラメントは、オランダのColorFabb社の発泡フィラメント、LW-PLAだ。
フィラメントそのものは、1.75mmで、普通のフィラメントだが、ある一定の温度に達すると、ホットエンドの中で蓄積されたエネルギーが、ノズルを通過した瞬間に、解放され、フラメント自身が発泡することによって、密度が低くなり、丁度バルサと同等の質量と強度を持つことができる特殊なPLAフィラメントだ。
Prusaslicerでの設定
データや設定方法は、Website にて、詳しく設定してあり、youtubeでも多くの情報があるのだが、最近日本語化したばかりのPrusaslicerで、どのパラメーターを調節していけばいいのかという点で敷居が高い。
先ず、プリセット設定をベースに、LW-PLAに最適化していくので、一般的なPLAの設定を使って、テストピースを打ち出していく。
このフィラメントは、温度によって発泡の具合が調整できる。最高の発泡レートは240-250度で2.5-3倍に膨れ上がる。0.4mmのノズルから出た瞬間にいきなり2-3倍の太さまでフラメントが発泡する。この状態で、外壁1枚のスパイラル花瓶をいくつかつくる。
フィラメントは280℃まで加熱することができるが。熱を加えればそれだけ発泡するわけではなく、丁度良い実用温度は240-250℃だ。私の場合は240度にした。
厚みの設定。
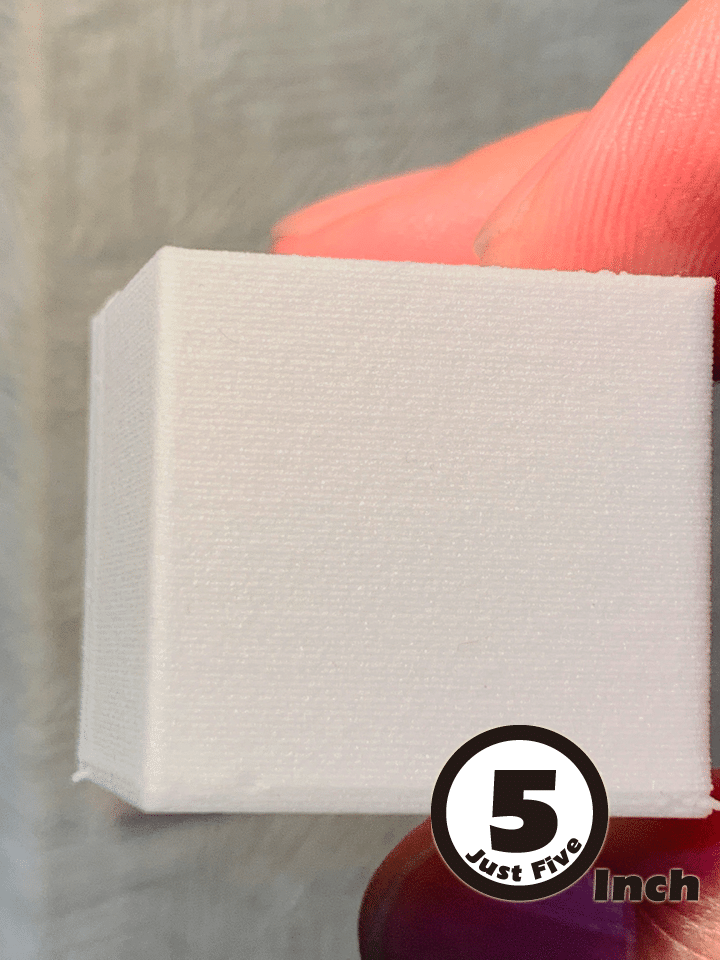
私の場合は240℃で設定したので、0.4mmのノズルから出た瞬間に0.8mmまで発泡して膨らんだフィラメントが出てくる。そして、テストキューブは、0.8mmの厚みの壁があるキューブが出来上がる。発泡しているので、積層痕が目立たなく、和紙の様な風合いを持つとても弾力性のある素材だ。
フローレートの設定(Flow rate)
Prusaslicerでは、フローレートを直接入力する項目が無い。なぜ、フローレートを調節する必要があるかというと、私の240℃の設定では、体積は2倍に膨らんだが密度が租になっただけで質量が変わらなくなってしまうためである。
発泡した状態で、ノズル径と同じ壁厚を作ることによって、はじめて、低密度で、軽量な造形が可能になるのだ。
他のスライサーソフトでは、簡単にflowrateを直接入力することができる物もあるが、PrusaSlicerでは、フィラメント設定タブにある、 Extrusion Multiplier という値を再設定する必要がある。
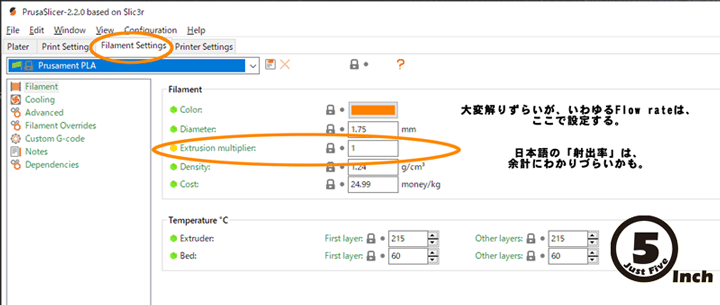
通常はこの値は1になっているが、この値は下記の式で導き出すと書いてある
Extrusion multiplier = (ノズルから射出されたときのフィラメント径 / テストキューブの壁の厚み).
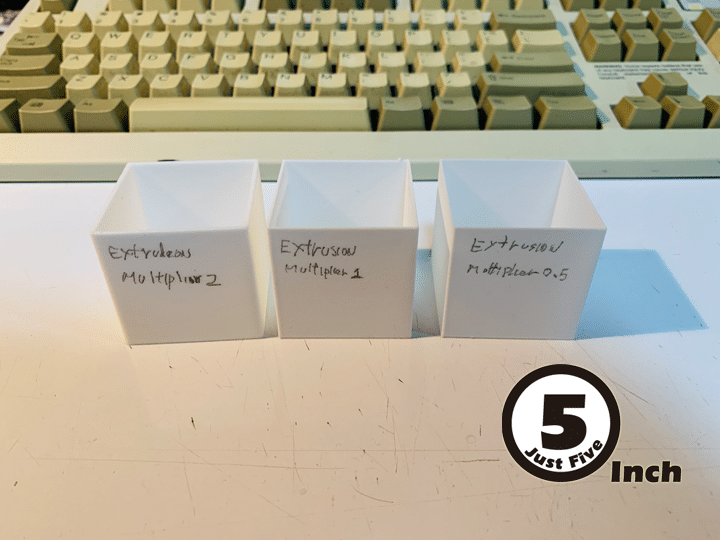
私の場合は0.4mmのノズルを使っているので、Extrusion multiplier(日本語では射出率となっている)ノズルから射出されたときのフィラメント径が0.8mmで、希望する壁の厚さが0.4mmなので0.8/0.4=2
とでたので、2を入れたところ、壁の厚みが0.8から1.2になってしまった。
おそらく、この式は間違いだろう。正しくは
Extrusion multiplier = (テストキューブの壁の厚み/ノズルから射出されたときのフィラメント径 ).
だと思う。そして、その結果は0.5だ。
改めて0.5にしてテストキューブを打ち出すと、0.4mm厚の密度は小さいが狙い通りの壁の厚さを持つテストキューブを得ることができた。
この、射出率に入れる値を計算することによって、FlowRateが正しく調整される。
プリンタ側のFlowrate
プリンタ側で設定可能なパラメーターでFlowrateが存在し、この値は95になっているが、ここでのパラメーター操作は、印刷に反映しないので、別種のflowrate設定なのかもしれない。
射出されるフラメントがノズル穴に比べ、大幅に膨らんでいるので、積層ピッチも0.6mmまであげることができ、印刷時間の節約にもなるだろうが、質との妥協点で探るほうがよさそうだ
造形物のクーリング
LW-PLAは、クーリングをしない設定がデフォルトだ。フィラメントが発泡して、おから状になっているため、クーリングファンで定着前に吹き飛んでしまうことがあり、offにしておくように指定されている。









